想要更直观地感受贵阳 当地 卧式承压水箱推荐厂家0.6-1.0Mpa产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:贵阳贵阳 当地 卧式承压水箱推荐厂家0.6-1.0Mpa的图文介绍


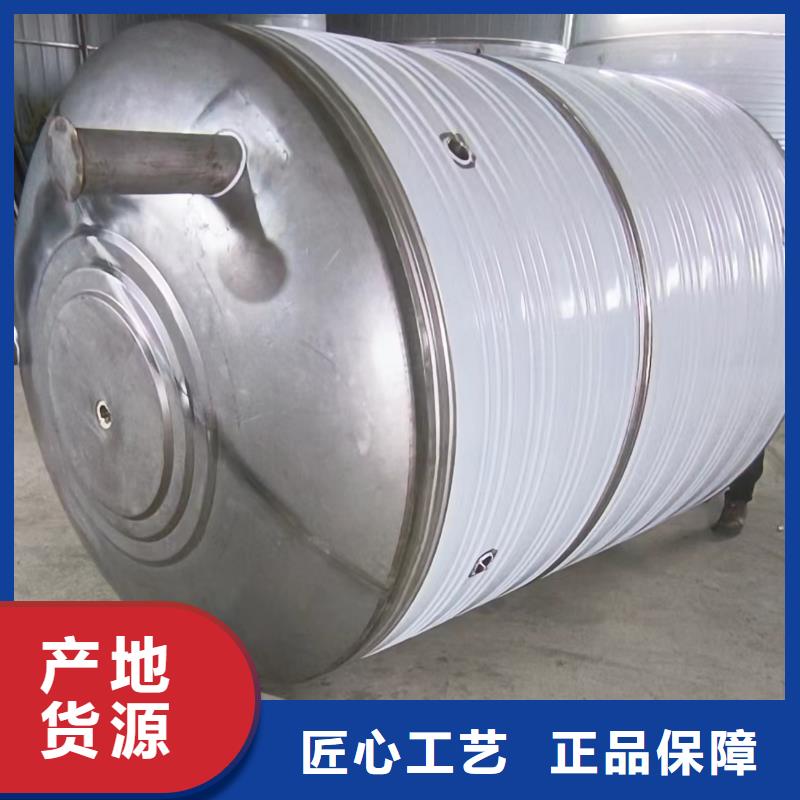
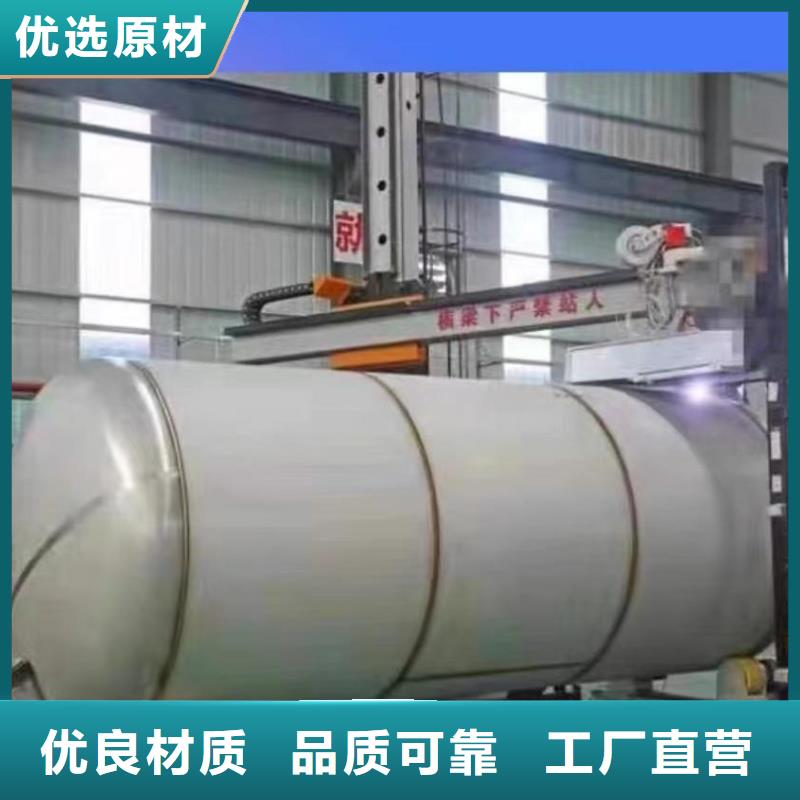
筒节成型:承压保温水箱
2.4.1、贵阳同城板料卷制前应对可能产生直边的部位进行予弯,用弧长不小于300mm的样板检验并校正。
2.4.2、贵阳同城筒节采用卷板机卷制成形,卷时应多次下压来回滚动,缓慢构成筒节,使各点弧度一致。
2.4.3、贵阳同城对直径较大的筒节,应考虑分段卷制,并做好临时支撑以防变形。
钢板厚度mm 6 8 10 12 ≥14
纵缝错边量mm 1.5 2 2.5 3 3



承压保温水箱 筒节两端面的不平度应不大于2mm。
2.4.6、贵阳附近筒节焊接成型后,必须进行复轧圆,以控制棱角度和椭圆度。
a)焊接接头环向形成的棱角,用弦长等于1/6Di且≥300mm的内样板或外样板检查,其值E ≤δ/10+2mm,且E≤5mm。具体如下:
钢板厚度mm 6 8 10 12 14 16 18 20
环向棱角度mm 2.6 2.8 3.0 3.2 3.4 3.6 3.8 4.0

一、贵阳当地 承压保温水箱的基本原理
闭式水箱就是通过加装水泵将热水交换器中的水循环使用,让热水不断流动,达到储存和加热的目的。在使用过程中,用过的热水会回流到水管道中,再通过循环系统,再次被加热。
二、贵阳当地闭式水箱的作用
1. 节能
由于闭式水箱水循环系统的存在,热水可以循环使用,不需要在每次使用时进行加热,这一过程可以大大节省能源开支。
2. 提高热水供应能力
闭式水箱中的水循环系统可以不断供应热水,其储存容量也较普通热水器更大,所以可以满足更多用户同时使用的需求。


1.1、贵阳同城承压保温水箱应按图纸、贵阳同城工艺卡、贵阳同城本规程及有关 、贵阳同城行业标准和法规的要求进行制造。并严格按我公司压力容器质量保证体系的要求运行。
1.2、贵阳同城制造容器、贵阳同城换热器用材料必须符合相应 标准、贵阳同城行业标准规定。材料采购时应从材料生产单位获取符合相应标准的材料质量合格证(原件);如果从非材料生产单位获得压力容器用材料时,应取得材料质量证明书原件或加盖供材单位检验章和经办人章的有效复印件(有效指复印件上盖有供材单位红色印泥检验章)。对有复验或特殊检验要求的材料,须经复验或检验合格才能使用。



z u i近几年随着效益的增长,公司规模日益增大, 不锈钢水箱、产品成功销往天津、辽宁、江苏、上海、浙江、福建、河南、山东、陕西、山西、广东、广西等全国30多个省市,辉煌供水设备有限公司愿以优良的产品,优质的服务,让您用优惠的价格、快捷的方式买到放心的产品,与国内外新老客户共创辉煌!


承压保温水箱施焊前,应清除坡口及其母材两侧表面20mm范围内的氧化物、贵阳附近油污、贵阳附近熔渣及其他有害杂质。3.3.6、贵阳附近焊缝表面不得有裂纹、贵阳附近气孔、贵阳附近弧坑和飞溅物,对不锈钢类焊缝施焊时应在两侧涂 以防飞溅。3.3.7、贵阳附近焊缝同一部位的返修次数不宜超过两次。如超过两次须由质量保证工程师批准。要求焊后热处理的容器,一般应在热处理前进行返修,若在热处理后返修,补焊后应作必要的热处理。3.3.8、贵阳附近应在规定的部位打上焊工钢印。对有防腐要求的不锈钢压力容器,不得在防腐面采用硬印作为识别标记。3.3.9、贵阳附近受压元件之间或受压元件与非受压元件组装时的定位焊,若保留成为焊缝金属的一部份,则应按受压元件的焊缝要求施焊。








 扫一扫
扫一扫